
Teknologi proses pembuatan besi dan baja,
berhubungan dengan proses pembuatan besi dan paduannya. Masing -
masing mengandung unsur Carbon dan prosentase yang kecil.
Perbedaan antara bermacam - macam type besi dan
baja kadang - kadang agak membingungkan
karena nomenclature yang digunakan.
1.1
Baja
Baja
secara umum adalah paduan besi dan karbon atau seringkali dengan campuran unsur yang lain. Beberapa paduan
komersial disebut besi jika mengandung unsur carbon lebih banyak daripada baja komersial.
Besi
open-hearth dan besi tempa hanya mengandung kurang dari 0,01 % carbon. Baja dengan berbagai macam type
mengandung antara 0.04 % - 2,25 % Carbon. Besi tuang, Besi tuang malleable dan pig iron mengandung
Carbon dalam jumlah yang bervariasi
antara 2 - 4 %. Khusus untuk besi tuang malleable sebenarnya tanpa kandungan karbon, dan hal ini diketahui sebagai
besi tuang putih white –hearth malleable iron ). Kelompok besi paduan ini diketahui
sebagai paduan ferro (ferroalloys ) dan
digunakan untuk pembuatan paduan besi dan baja dengan kandungan unsure pemadu
antara 20- 80 %, seperti Mangan, Silicon atau
Chroom.
1.2 Sejarah
Secara tepat kapan
seseorang menemukan Teknik peleburan besi atau untuk menghasilkan logam
yang dapat dimanfaat secara Teknik adalah tidak diketahui.Pertama tama besi dapat dimanfaatkan, ditemukan
oleh archeologist dari Mesir sekitar 3.000 tahun sebelum Masehi, dan pertama kali digunakan pada
ornament besi ;Tekniik pengerasan
besi untuk senjata dilakukan dengan hardening diketahui pada abad 1.000
tahun sebelum masehi.
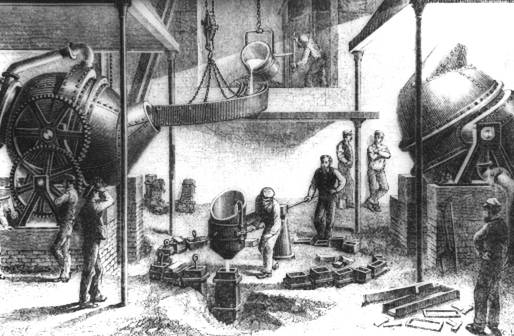
Gambar 1.1 Proses Pembuatan Besi Pertama Kali
Paduan, pertama kali
dihasilkan oleh pekerja besi, dan sesungguhnya seluruh paduan besi dibuat sampai sekitar 14
tahun sesudah Masehi, dan sekarang diklasifikasikan Sebagai besi tempa. Mereka memanaskan bijih besi dan
batu bara dalam furnace tempa yang
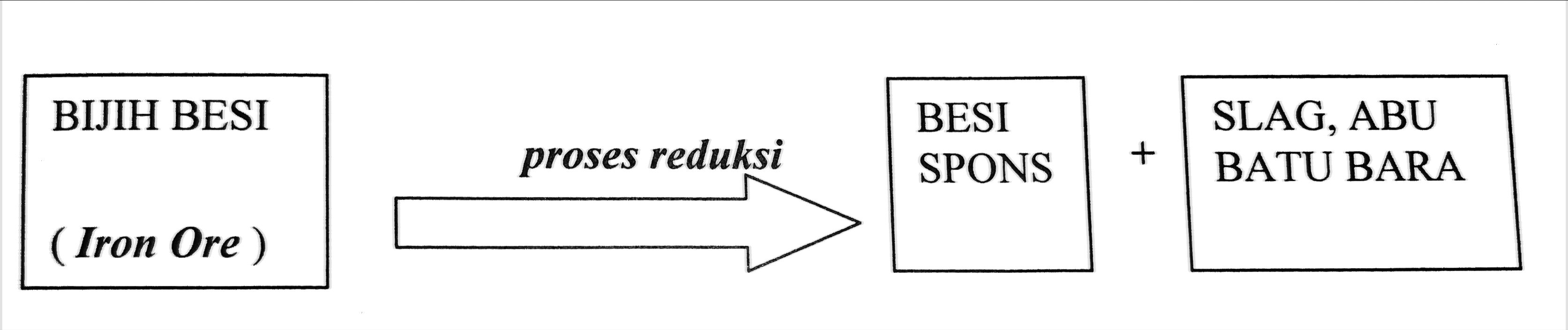
memiliki gaya angkat. Dalam perlakuan ini , bijih besi direduksi dan menjadi
besi sponge dengan slag kotoran
metallic dan abu batu bara.
Besi
Spons ini dipindah dari furnace saat besi tersebut masih berpijar dan ditempa
dengan hammer
berat untuk mengeluarkan slag dan memadatkan besi. Besi yang dihasilkan pada
kondisi ini biasanya mengandung 3 % partikel
slag dan 0,1 % unsure ikutan yang lain. Adakalanya ,teknik menghasilkan besi ini kebetulan lebih banyak baja
dari pada besi tempa. Operator
pembuatan besi belajar bagaimana membuat baja dengan memanaskan besi tempa dan batu bara dalam kotak tanah liat dalam
periode beberapa hari. Dengan proses
ini , besi menyerap karbon yang cukup untuk menjadi baja.
Setelah
abad ke 14, furnace ( dapur pelebur ) yang digunakan dalam proses peleburan ukurannya di buat lebih besar,
serta menaikkan aliran udara untuk gaya gas pembakaran yang dilewatkan ruang campuran bahan baku.
Dalam furnace (
dapur) yang lebih besar ini, bijih besi pada bagian atas furnace yang pertama kali mengalami reduksi
logam besi dan kemudian carbon yang lebih sebagai hasil gaya gas yang dilewatkan melalui hembusan.
Produk dapur ini adalah pig iron . paduan dengan titik lebur yang lebih
rendah dari pada baja atau besi tempa.. Pig iron ( dinamakan seperti ini karena biasanya
dituang dalam cetakan pendek dan
gemuk, seperti babi ) ini kemudian dimurnikan untuk dibuat baja.
Pembuatan
baja modern menggunakan blast furnace yaitu proses pemurnian saja. Proses pemurnian besi cair dengan
hembusan udara telah disempurnakan oleh penemu dai Inggris yaitu Sir Henry Bessemer yaitu yang
mengembangkan dapur Bessemer atau dapur
Converter pada tahun 1855. Sjak tahun 1960-an, beberapa menamakan minimills
(pabrik kecil) yang telah menghasilkan baja dari
sekrap logam dalam dapur Seperti halnya
minimills ini merupakan komponen penting dari total produksi baja di US. Pabrik
baja yang besar yang lain menghasilkan baja dari
bijih besi.
1.3 Pembuatan Pig Iron
Bahan dasar yang
digunakan untuk pembuatan pig iron adalah : Bijih besi, Cokes (batu arang) dan batu kapur. Batu
arang dibakar sebagai bahan baker untuk memanaskan Turnace (dapur). Setelah terbakar, batu arang menghasilkan
karbon mono Oksida (CO) dan
bereaksi dengan Oksida besi dalam bijih besi dan mereduksinya menjadi logam besi
(lihat persamaan reaksi di bawah ini ):
Batu
kapur dalam ruang dapur digunakan sebagai unsure tambahan pada carbon mono Oksidan serta sebagai flux (
unsure penambah ) dan bereaksi dengan unsure ikutan silica yang ada dalam bijih besi, untuk membentuk Calsium
silikat.
Tanpa
batu kapur, silikat besi akan dibentuk dengan hasil sebagian logam besi yang hilang. Calcium silikat ditambah
unsur ikutan yang lain membentuk slag dan mengapung pada bagian atas logam cair pada bagian dasar dapur..
Pig iron
biasa, seperti yang dihasilkan oleh blast furnace, mengandung besi sekitar 92 %, Carbon, 3-4 %, Silikon 0,5 --3
%, Mangan 0,25 -2,5 %, Phospor 0,04 2 %, dan tidak ada kandungan Sulfur.
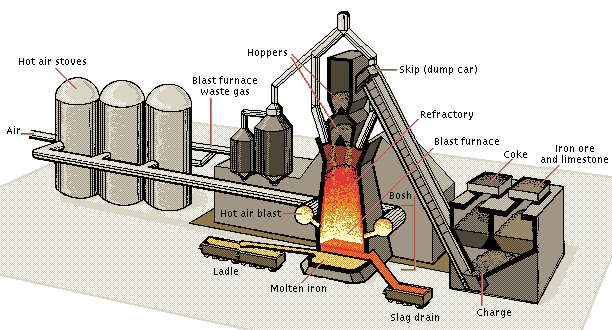
Ciri
fisik blast furnace terdiri dari baja silindris berdinding lurus dengan
refractori yang merupakan bahan non metallic seperti halnya batu tahan api. Dinding
berbentuk tirus pada bagian atas
dan bawah ( lihat gambar 1.3). serta melebar pada pada sekitar seperempat dari bagian bawah.
Bagian
kecil dari furnace disebut bosh , yaitu perangkat dengan beberapa pipa terbuka (tuyeres)
yang mana udara dihembuskan dengan kuat. Dekat dengan bagian bawah bosh, adalah lubang laluan untuk
mengalirkan besi cair ketika dapur ditap (dikuras). Diatas lubang tetapi di bawah tuyeres, adalah lubang yang
lain untuk mengalirkan slag.
Bagian
atas furnace, yaitu ketinggian sekitar 27 m ( sekitar 90 ft ), terdiri dari ventilasi untuk membuang gas, dan sepasang
hopper berbentuk bulat , dekat dengan katup bentuk bell yang mana pengisi dimasukkan ke dalam furnace.
Material dibawa menuju hopper dengan
dump truck kecil atau skip, yaitu dinaikkan dengan kerekan.
Blast
furnaces dioperasikan secara kontinyu. Bahan baku dimasukkan ke dalam furnace dan dibagi kedalam beberapa
bagian setiap interval 10 - 15 min. Slag turun dari bagian atas cairan setiap 2 jam sekali, dan besi cair dengan
sendirinya turun atau dikuras kall dalam
sehari.
Udara
digunakan untuk mensuplai hembusan dalam blast furnace, yaitu dipanaskan
Sampai temperature antara 540 drajat Celsius dan 870 drajat Celsius
(sekitar 1000-1600 F). Pemanasan dilakukan dalam stove, yaitu silinder yang
tersusun atas jaringan batu tahan api. Batu tahan api dalam stove dipanaskan
selama beberapa jam dengan pembakaran gas blast furnace, sisa gas dari bagian atas furnace. Berat
udara yang digunakan dalam pengoperasian
ini melebihi total berat bahan baku yang lain yang digunakan.
Perkembangan
penting dalam teknologi blast furnace, adalah memberi tekanan pada Turnace, yang dikenalkan setelah
perang dunia II . Dengan katup penutup aliran gas dari ventilasi dapur, tekanan dalam dapur mencapai 1,7 atm
atau lebih. Teknik Pemberian tekanan
ini memungkinkan proses pembakaran kokas lebih baik dan produk pig iron
lebih banyak. Output beberapa blast furnace
dapat dinaikkan 25 % dengan pemberian tekanan. Pengujian instalasi juga menunjukkan output blast furnace dapat
dinaikkan melalui penambahan udara
dengan oksigen.
Proses pengurasan
terdiri dari perangkat lepas plug tanah liat dari lubang aliran besi dekat bagian bawah bosh dan
memungkinkan logam cair mengalir kedalam saluran kemudian kedalam penampung yang terbuat dari batu berlapis
logam, yang mana rail ladle mampu membawa
sebanyak 100 ton logam.
Adapun
slag mengalir dari furnace dengan logam yang telah diskim sebelum mencapai container (penampung). Kontainer
besi cair kemudian dipindahkan ke bagian steelmaking.
Pada era
modern, blast furnace dioperasikan dimana ada penghubung dengan Dapur Oxygen (Oxygen Furnace) dan
kadang - kadang dapur open hearth yang lebih tua sebagai bagian pada pabrik produksi baja. Pada pabrik
seperti ini peleburan pig iron, digunakan
untuk mengisi dapur pembuatan baja. Logama cair dari beberapa blast
furnace, dicampur dalam ladle besar sebelum
dirubah menjadi baja, dengan tujuan unytuk meminimalkan keberagaman komposisi dari masing -
masing logam cair.
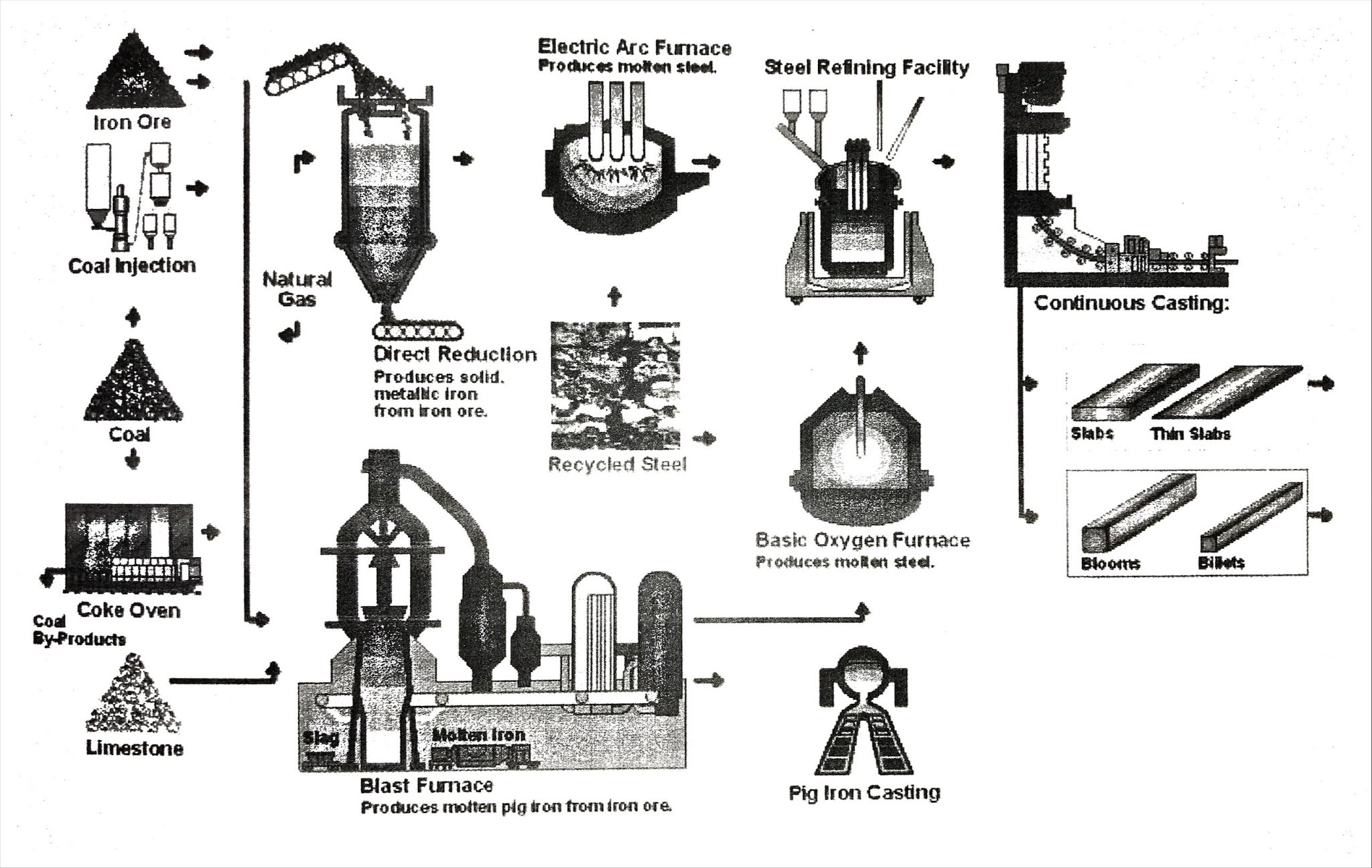
1.4 Metode Pemurnian Besi
(Proses
Pembuatan Baja)
Gambar 1.4 Proses Pembuatan Baja
Meskipun hamper produksi besi dan baja di dunia dibuat dari pig Iron
yang dihasilkan dari blast furnace, metode lain permunian besi mingkin dan
telah dipraktekkan dalam lingkup yang terbatas. Sebagai contoh adalah metode
yang dinamakan “Metode langsung pembuatan besi dan baja dari biji besi tanpa
membuat pig iron”
Reaksi
Pertama:
Pada proses ini bijih
besi dan kokas dicampur dalam kilang berputar dan dipanaskan sampai temperature
950 drajat Celsius. Corbon mono oksida dilepaskan dari pemanasan kokas sesaat
dalam blast furnace dan mereduksi oksida bijih besi menjadi logam besi (Fe).
Reaksi
Kedua:
Reaksi
kedua terjadi pada blast furnace, meskipun tidak terjadi dan kiln menghasilkan produk yang dinamakan best Spons
dengan kotoran yang lebih banyak dari pada dalam pig iron. Pada kenyataannya besi murni juga dihasilkan
oleh elektrolisis lihat ElectrochemistrY),
melewati arus listrik dengan larutan ferrous chloride. Tidak ada proses
electrolysis langsung yang telah mencapai
keuntungan besar yang signifikan.
1.5 Proses Dapur Open Hearth
Hal penting pada
produksi baja dari pig iron oleh beberapa proses yang terdiri dari sisa carbon yang habıs terbakar dan
kotoran lain yang ada pada besi. Satu kesulitan pada proses pembuatan baja adalah titik lebur yang tinggi,
sekitar 1.370 "C(2.500 " F), yang mana akan menghalangi untuk dapat menggunakan bahan
bakar dan dapur (funace) biasa
.Untuk mengatasi kesulitan ini, maka dikembangkan dapur Open-Hearth (Open
hearth Furnace). Furnace ini dapat dioperasıkan
pada temperature tinggi dengan pembangkitan
panas dari bahan bakar gas dan udara yang digunakan untuk pembakaran
dalam dapur. Pada pembangkitan panas ini, gas
buang dari furnace ditarik melalui salah satu rangkaian ruang dari tembok dan panas akan dihalangi tembok
ini.Saat aliran melewati furnace
diputar, bahan baker dan udara melewati ruang panas dan dipanaskan
oleh dinding. Dengan metode Dapur Open-hearth, dapat dicapai
temperature 1.650 "C (mendekati
3.000 F). Furnace dengan sendirinya terdiri dari dinding khusus. Batu tungku
persegi sekitar 6 m X 10 m (sekitar 20 ft – 30 ft) tinggi atap sekitar 2,5 m
(sekitar 8 ft). Di bagian depan tungku, berjajar pintu terbuka di lantai kerja
depan tungku. Bagian masuk tungku dan lantai kerja adalah satu step diatas
bagian dasar. dan didalam tungku diletakkan ruang pembangkit panas tungku. Furnace pada ukuran ini
menghasilkan sekitar 100 metric ton baja
setiap 11 jam.
Furnace
diisi dengan campuran pig iron ( baik cairan maupun padat ). sekrap baja. Bijih besi dengan tambahan oksigen.
Batu kapur ditambahkan untuk flux dan fluorspar untuk menghasilkan slag. Proporsi pengisian bervariasi porsi
terbatas. tetapi kemungkinan tertiri atas 56.750 kg (125.000 1b) sekrap baja.
11.350 kg (25.000 lb) cold pig iron. 45.400 kg (100,000 lb) leburan pig iron,
11.800 kg (26.000 Ib) batu kapur, 900 kg (2.000 lb) bijih besi. and 230 kg (500 Ib) fluorspar.

Salah
satu contoh Proses pembuatan baja dikemukakan oleh McMinnville. Proses produksi dimulai dengan
pengadaan skrap logam fero kemudian dibawa kelokasi dengan menggunakan truk atau rail car yang
ditumpahkana dengan overhead crane yang besar.
Skrap
logam fero ini kemudian dibawa dengan charge bucket ke tempat pengecoran dimana akan dileburkan melalui
dua tahap proses peleburan.
Setelah
furnace diisi, furnace dinyalakan dan api memanaskan ulang tungku sesuai arah yang diputar oleh operator untuk
menyediakan pembangkitan panas.
Secara
kimikawi, aksi pada Dapur Open-hearth, terdiri dari kandungan Carbon yang lebih
rendah karena oksidasi dan menghilangkan kotoran
( impurities ) seperti silicon, Phospor, manganese,
dan sulfur, yang mana kombinasi dengan batu kapur untuk membentuk slag. Reaksi terjadi, sementara logam dalam furnace mencapai
titik lebur, dan furnace pada temperature
antara 1,540° dan 1,650° C(2,800° dan 3,000° F) selama beberapa jam sampai
logam cair mempunyai kandungan karbon sesuai
yang diinginkan. Pengalaman operator open-hearth
dapat Juga sebagai penentu kandungan carbon pada baja dengan melihat logam cair yang tampak., tetapi logam cair biasanya
diuji dengan mengambil sejumlah sample
logam cair dari furnace., didinginkan dan sebagai obyek fisik untuk pengujian
analisis kimia. Saat kandungan karbon mencapai
level yang diinginkan, furnace dituang melalui
lubang yang ada di samping. Baja cair kemudian mengalir melalui laluan pendek
ke dalam ladle besar yang telah diatur di bawah
furnace pada bagian dasar.
Dari
ladle, baja dituang kedalam cetakan besi tuang dan membentuk ingot biasanya panjang sekitar 1.5 m (sekitar 5
ft) dan panampang 48 cm (19 in). Ingots ini, merupakan bahan baku untuk semua bentuk fabrikasi baja dengan
berat sekitan 2.25 metric tons. Untuk
metode yang baru, proses kontinyus pembuatan baja tanpa proses awal langsung
proses pengecoran ingot.
1.6 Proses Basic Oxygen (Oksigen Basa)
Proses
yang paling tua pada proses pembuatan baja dalam jumlah yang besar adalah Proses Bessemer, dibuat
menggunakan furnace tinggi dan berbentuk bulat (menyerupai buah pear) yang dinamakan Konverter Bessemer' yang
dapat dimiringkan kesamping untuk
pengisian dan penuangan. Udara dalam jumlah besar ditiupkan ke dalam logam
cair. Oksigen ini murni dengan impurities yang
terbawa.
Dalam
proses basic Oxygen, baja juga dimurnikan dalam furnace berbentuk bulat yang dapat dimiringkan kesamping
untuk pengisian dan penuangan. Udara, bagaimanapun telah diganti dengan aliran bertekanan tinggi dari
oksigen murni. Setelah furnace diisi dan dinyalakan, Pembukaan oksigen yang masuk dikurangi.Aliran masuk
pendinginn air biasanya sekitar 2
m (sekitar 6 ft) di atas isi, walaupun jarak ini dapat divariasikan
mengikuti kebutuhan. 1.000 meter cubic Oxygen
ditiupkan kedalam furnace pada kecepatan
supersonic. Oxygen bereaksi dengan Carbon dan unsur lain yang tidak
diinginkan dan mulai pada temperature tinggi
adukan reaksi dengan cepat membakar impurities
dari pig iron dan merubahnya menjadi baja.
Proses
pemurnian berlangsung selanma 50 menit atau kurang; dan sekitar 275 metric ton baja dapat dihasilkan dalam 1
jam.
1.7 Dapur Elektrik Baja
Pada
furnace yang sama, sumber listrik sebagai pengganti api untuk pasokan panas
untuk mencairkan
dan memurnikan baja. Karena kondisi pemurnian seperti furnace dapat diatur
lebih lebih ketat dari pada open-hearth atau
basic oxygen furnaces, electric furnaces terutama sekali sangat bernilai untuk menghasilkan baja tahan karat
stainless steel dan baja paduan
tinggi yang harus dibuat untuk spesifikasi yang tepat.
Pemurnian
ditempatkan pada ruang tertutup rapat , dimana temperature dan kondisi yang lain dijaga terkendali oleh
peralatan otomatic. Selama awal tahap proses pemurnian, oxygen murni
diinjeksikan melalui pembuka untuk menaikkakn temperature furnace dan
menurunkan waktu yag diperlukan untuk
menghasilkan baja.
Sejumlah
oxygen dimasukkan kedalam furnacendan selalu terkontrol, jadi menjaga penurunan reaksi oksidasi yang
tidak diinginkan.

Tahap
pertama proses peleburan diawali saat skrap dituang dari charge bucket kedalamn dapur listrik ( Electric Arc
Furnace ) berkapasitas 108 ton.
Electric
Arc Furnace menggunakan sumber energi Listrik untuk memanaskan skrap sampai dengan 3.000 " F dan
mencairkannya sampai wujud liquid.
Dalam proses ini,
slag akan mengapung dibagian atas baja cair dengan campuran oksidasi dan limbah.
Seringkali
pengisian dari hamper masukan skrap. Sebelum siap untuk digunakan sekrap
dianalisa dulu dan dipilah – pilah, karena kandungan unsur paduan akan
berpengaruh pada komposisi logam yang di murnikan. Logam lain seperti sejumlah
kecil bijih besi dan kapur kering, ditambahkan agar membantu memindahkan carbon
dan kotoran
yang lain yang ada. Penambahan unsure paduan dimasukkan dalam pengisian
atau kemudian kedalam pemujrnian baja saat
dituang dalam ladel.
Sesudah
furnace diisi, electrode diturunkan dekat permukaan logam. Arus listrik masuk
melalui ogam. dan kemudian arus kembali electrode berikutnya.
Panas yang dibangkitkan oleh tahanan masuk ke aliran listrik melalui pengisi/
input ( charge).
Panas ini
bersamaan dengan datangnya busur panas sendiri, dengan cepat mencairkan logam. Dalam tipe dapur listrik
yang lain, panas dibangkitkan dengan coil. Lihat Electric Furnace.
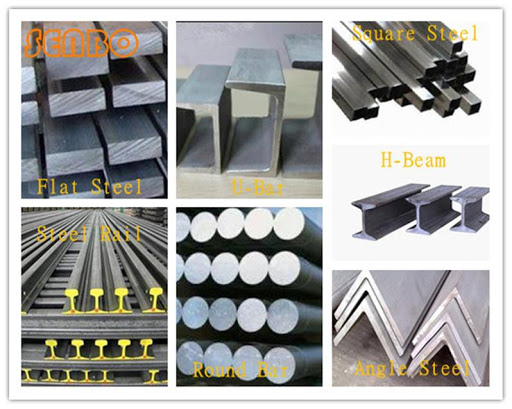
1.8 Proses Finishing
Baja
dipasarkan dalam bentuk dan ukuran yang bervariasi seperti rods (batangan).
pipa, profil
rel, tipe T, channels, dan 1-beams. Bentuk ini dihasilkan melalui pengerolan
baja dan sebalıknya pembentukan
panas ingot untuk bentuk yang diperlukan. Pengerjaan baja juga meningkatkan kualitas baja dengan memurnikannya
struktur kristal dan pembuatan logam
penguat.
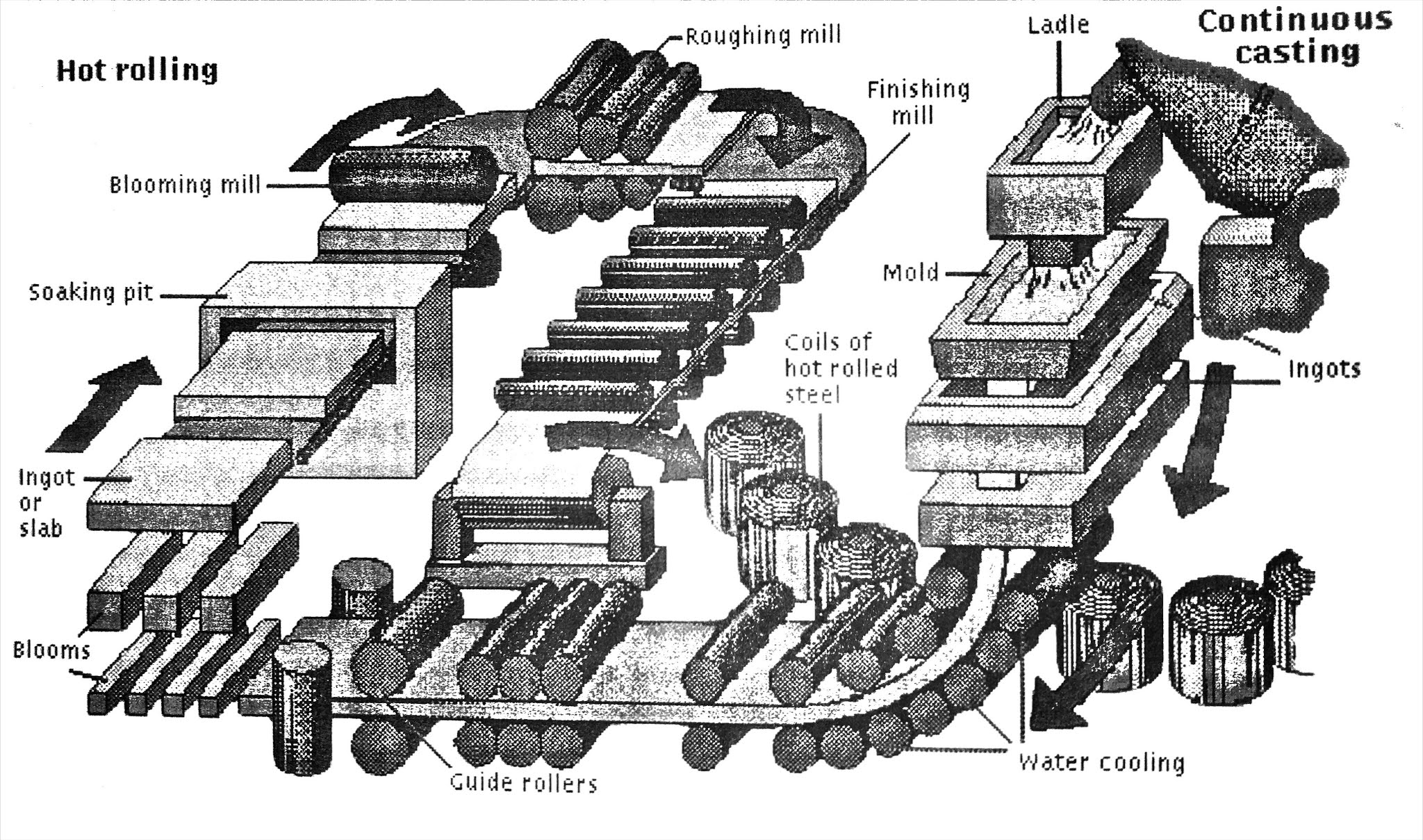
Proses
dasar pengerjaan baja di ketahui sebagai proses pengerolan panas. Dalam pengerolan
panas, coran ingot pertama kali dipanaskan sampai warna merah (panas membara)
dalam dapur. Dan dilewatkan celah antara rol logam dan menekannya menjadi
bentuk dan ukuran yang diinginkan. Jarak antara rol diminimalkan agar berhasil
sehingga baja menjadi lebih panjang dan tebalnya berkurang.
Pasangan
rol pertama dimana ingot dilewatkan , umumnya dinamkan blooming mills, dan penampang billet baja dari
ingot yang dihasilkan diketahui sebagai ' blooms'.
Dari
blooming mills, baja dilewatkan pada 'roughing mills dan akhirnya melewati finishing mills yang
mereduksinya menjadi penampang yang benar.. Rol pada pengerolan digunakan untuk menghasilkan profil rails, baja
struktur seperti I - beam, H-Beams dan alur sudut untuk bentuk yang diperlukan.
Proses
manufacturing modern memerlukan banyak lembaran tipis baja. Proses pengerolan kontinyu mengerol
baja strip dan lembaran dengan lebarsampai 2.4 m (8 ft). Proses pengerolan seperti ini lebih cepat, sebelum
didinginkannya dan menjadi barang setengah
jadi. Slab baja panas lebih dari 11 cm (sekitar 4.5 in) , arah tebal diumpankan
ke celah rangkaian rol yang mereduksi (
mengurangi) secara bertahap dalam ketebalan sampai 0.127 cm (O.05 in) danj menambah panjang dari 4
m (13 ft) sampai 370 m (1,210 ft).
Proses pengerolan kontinyu dilengkapi dengan sejumlah asesori termasuk Sisi rol,
peralata discaling ( penghilang kotoran ) dan
bagian untuk menggulung lembaran secra otomatis saat mencapai ujung rol.Sisi rol distel bervariasi , berlawanan
setiap satu sissi dengan yang
lain, untuk memastikan bahwa lebar lebar sheet dapat tersusun.
Descaling
apparatus berfungsi memindahkan scale yaitu bentukan pada permukaan lembaran (sheet) secara mekanik
serta menghilangkannya dengan hembusan udara atau dibending secara tajam pada lembaran (sheet), kemudian
dipindahkannya. Gulungan lembaran
yang utuh dibawa conveyor untuk dianil dan dipotong perlembar. Cara yang
lebih efisien untuk menghasilkan baja lembaran
adalah mengumpankan slab yang tebal pada
celah rol . Dengan menggunakan metode pengecoran konvensional, ingots harus
masih dilewatkan celah blooming mills agar
menghasilkan slab cukup tipis untuk masuk pengecoran kontinyu.
Dengan
membagi system pengecoran kontinyu yang menghasilkan tebal akhir slab baja Kurang dari 5 cm (2 in),
Insinyur German telah mengeliminasi beberapa kebutuhan untuk Dlooming dan roughing mills. Pada tahun 1989, Baja
roll di Indiana pertama kali keluar di
Eropa untuk mengadopsi system baru ini.
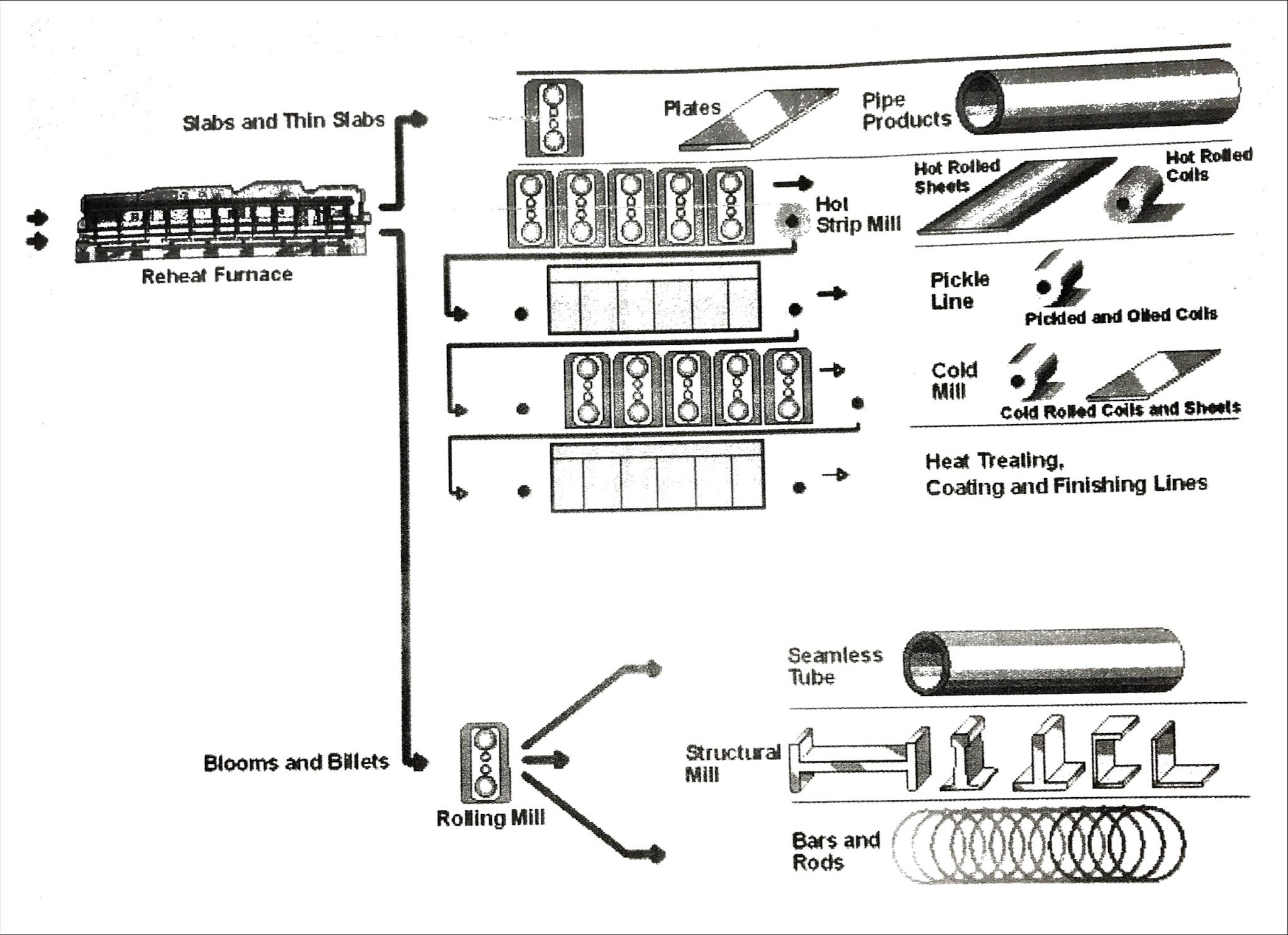
Skematik Proses Manufaktur Baja
Proses Manufaktur Pipa, Baja Kontruksi dan Batang (Rod)
Proses
Peleburan Tahap 1
Proses
peleburan tahap satu, dimulai saat scrap dan bahan baku dituang dari tempat pengisi kedalam dapur listrik
berkapasitas 108 ton.
Dapur
listrik ini menggunakan energi listrik untuk memanaskan scrap dan bahan baku lain hingga diatas 3.000° F dan
melelehkanny ahingga bentuk cair.
Dalam
proses ini, slag terbentuk dan mengapung pada bagian atas baja cair dengan kotoran oksida dan kemudian
dibuang.

Proses
Peleburan Tahap 2

Tahap
kedua pada proses peleburan ini. Baja cair dituang kedalam Ladle Refining
Furnace. Dalam hal ini baja di uji dan diatur komposisinya serta temperaturnya
sehingga dapat dipastikan sifat mekanik dalam grade yang diinginkan pada baja
yang dihasilkan.

Baja cair yang telah dimurnikan kemudian dipindahkan pada 5
stand continuous caster. Di sini
baja dituang ke dalam cetakan , didinginkan, dibentuk sesuai penampang yang dunginkan. Pada dasarnya, bentuk
balok panjang ini dinamakan billet. Billet
melalui continous caster dan dipotong dengan panjang sesuai yang diinginkan.

Billet
secara lengkap, biasanya digunakan sebagai bahan baku rolling miils atau dijual
pada pasaran dunia untuk digunakan proses rol yang lain.

Proses
pengerollan panas dimulai dengan reheating (pemanasan kembali) pada billet
dalam reheat furnace sampai pada kondisi plastic
Pada gambar
di Bawah, billet dimasukan kedalam reheat furnace (dapur pemanas)

Billet
yang telah dipanaskan ulang keluar dari reheat furnace dan akan terus ke satu
atau dua rolling mills.
Masing –
masing roling mill terdiri dari series stand, dimana masing-masing stand
terdapat sepasang roller yang menekan dan memanjangkan billet dan finishing sesuai
bentuk yang diinginkan (misal reinforced bar, wire rod, dll). Dalam hal ini air
digunakan untuk melindungi peralatan dari panas lebih (over heating).

Produk
yang sudah terbentuk dipindahkan ke cooling bed (bed pendingin) dimana ada
kondisi tersebut dalam batas ijin sebelum produk dipotong dan diikat.
Dalam gambar
di atas, dapat dilihat produk batang panjang yang sedang didinginkan. Balok yang
dipanaskan masuk sebelah kanan stand rolling mills dan pendingin berjalan ke arah
kiri.

Produk
akhir yang telah diikat ditempatkan di gudang untuk persiapan pengiriman.
Kebanyakan produk ini
dikirim dalam bentuk balok lurus, meskipun reinforced bar ini juga dapat
dikirim dalam ikatan lurus maupun coil.
Diambil dari Buku: Proses Manufaktur 1
Di tulis Oleh Ir. Mrihrenaningtyas, MT



{kind=link}
0 Komentar